
Destpêka pêvajoya hilberînê
Ev pêvajoya hilberînê ji bo xwarinê qefesa stûna mekanîzekirî bikar tîne.Ji bo madeyên xav ên lûlê (bê nepakî) pêdiviya wê tune≥5cm).Ew sade û rehet e, ked û dem xilas dike, lêçûn kêm dike û karîgeriyê baştir dike.
1. Xwarin: (siloyek bi tevahî girtî tê danîn)
Piştî ku malzemeyên ji hêla asansorê ve di siloyê de têne xwarin, dest bi valahiya xwarinê û tîrêjê xwarinê bikin, û bi yekrengî li gorî standarda destnîşankirî têkevin kulpek an fêkiya hîdrolîk, û fêkiyê bikar bînin da ku materyalan têxin nav kelûpela şikestandinê.
2. Pîrolîz
Cracking, germahiya 350 saz bike℃- 470℃.Leza zivirînê ya çaydankê 150 saniye li her xelekê ye.Piştî bidawîbûna şikestina rûnê rûnê, bermahî dikeve nav derhênerê slaqê, ku bermayiyê dişîne nav qulika sar a bi avê.Bermahî ji germahiya bilind heya germahiya normal bixweber di kîsikek ton de tê danîn û ji bo hilanîna demkî tê pakkirin.
3. Germkirin, kontrola zextê
Ji bo germkirinê gaza sotemeniya hawirdorê bêtir tê bikar anîn.Teqandina germahiya bilind bi çar motorên sotemeniyê yên 30w û çar çekên spreya gazê ve tê saz kirin, ku hemî jî bi aqil têne kontrol kirin da ku germahiya normal ya ku ji bo hilberîna şikestê hewce dike misoger bike.
Zexta sêwirana hilberînê ya amûrê normal e, zexta hilberîna normal 0.01MPa - -0.02MPa ye, û zexta herî zêde ya sazkirî 0.03MPa ye.Di dema pêvajoya hilberînê de, senzora kontrolkirina zextê nîşana hîskirina zextê peyda dike.Pergala kontrolkirina zextê li gorî zexta sazkirî valahiya kontrolê ya zextê vedike an digire, û hişyariyek alarmê dişîne da ku hilberîna ewledar a amûrê misoger bike.
3.4 Pêvajoya hilberînê
Berî hilberandinê, kontrol bikin ka cîhaza ajokera elektrîkê normal e, di nav de (circuit, kêmker, bafûn, fanek veguhêz, pompeya avê ya gerok), gelo çiraya xwarinê û çiqila dakêşanê bi asayî kar dikin, û gelo kabîneya belavkirina hêzê ya aqilmend ti xeletiyek heye. (berî têkçûnê bi personelên lênêrînê re têkilî daynin, û rasterast dest pê nekin)
Qonaxa xwarinê
Qonaxa hilberandinê: berî hilberînê, kontrol bikin ka motora sotemeniyê, pompa hewayê, kompresorê hewayê û fîşekan normal in, kontrol bikin ka kavila avê kêm e, valahiya hewayê ya winç vekirî bihêle, valahiya derketina slagê girtî bimîne, û valahiya vekêşanê ya dahola hilmê vekirî bihêlin, û dûv re bi xebata kabîneya belavkirina hêzê ya aqilmend firna bi qasî 100 saniyeyan/dorekê ber bi pêş ve bizivirînin.Dema ku motora sotemeniyê tê vekirin da ku germahî bi 50 pileyan zêde bibe℃, valahiya vekêşanê ya belavkerê gazê bigire, Hêdî hêdî germê bilind bike heya 150℃- 240℃, û gaza ku nayê kondenskirin dest pê dike ku çêbibe.Ew ji bo şewitandinê bi pergala vegerandina gaza sotemeniyê ve tê şandin firnê.Li gorî mîqdara gaza ku nayê kondensasyon kirin, ji bo domandina rewşa agirê hêdî, hejmara motorên sotemeniyê bi dorê vekin.(Eger mîqdara gaza ku nayê kondensasyon mezin be, dê ji komeke din a amûran re ji bo şewitandinê bi riya valvesên destan were şandin. Ger alavên din hewce nebin, gaza zêde ya ne kondensable dikare were şandin odeya şewitandina duyemîn), û paşê hêdî hêdî rabe 380-450℃.Piştrast bikin ku şikestin paqij e.Kêmbûna gaza ne kondensable,
Pergala paqijkirina nîtrojenê;Ew bi giranî ji bo paqijkirina kewçêra dermankirinê, wergirê gazê, kondensator, veqetandina gaza neftê û qulika sar-avî tê bikar anîn da ku gaza ne-kondensable bi nîtrojenê biguhezîne.Ewlekariya hilberîna amûran piştrast bikin.
Sîstema Slagging;Berî avêtina slagê, dê valahiya derketina hewayê ya qefesa winç bi navgîniya kabîneya elektrîkê ya hişmend ve were girtin, pergala sarbûna ax ji bo veguheztinê were vekirin, û pompeya avê ya gerok were vekirin.Dema ku valahiya rûnê giran tê vekirin, pêdivî ye ku pêşî mîqdarek rûnê giran were rijandin da ku li qefesa derxistina slaqê nemîne.Piştî ku rûnê giran tê avêtin, valahiya rûnê giran bigire.Laşê firnê berevajî dibe û 1-1,5 demjimêran dest bi avêtina slaqê dike.
Materyalê kelûpelê şikestî: 316L polayê zengarnegir Q245RQ345R plakaya pola qazan a standard a neteweyî
Mezinahiya çaydanka Pyrolysis:φ 2800MM*7700MM
Cih û qada pevguhertina germê ya kewçêra şikestî: 47m3 û 80m2
Moda kondensasyonê û qada pevguhertina germê: sarbûna avê 90 m2
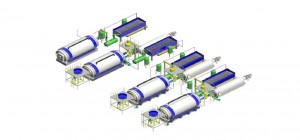
Forma avahiya bingehîn: zivirîna horizontî
Zexta pergalê: zexta normal
Qada alavan: 50 m dirêj, 10 m fireh û 6 m bilind
Giraniya amûrê: 50-60t
Pêvajoya îsbatkirina teqînê: Hemî amûrên elektrîkê bi amûrên elektrîkê yên teqemenî-delîlên standard ên neteweyî yên YB-ê ve têne saz kirin.
Xerca sotemeniyê: Ji bo cureyê berdewam rojê 600 m gaza xwezayî tê xerckirin³/ D 500L/D mazot hewce dike
Pergala hêz û belavkirinê: Amûr bi tevahî hêza 46,4 kilowatt têne stendine.
Yek kabîneya kontrolê ya sermaseya aqilmend (kontrola hêzê, germahî, alarma dîmendera dîjîtal a zextê, operasyona valahiya aqilmend a ekrana desta û fonksiyonên din) heye.
Dabeşkirina hêza saetê ya navîn 30 kw e, û belavkirina hêza rojane bi qasî 500-600 kilovat saet e..

Dema şandinê: Jan-09-2023